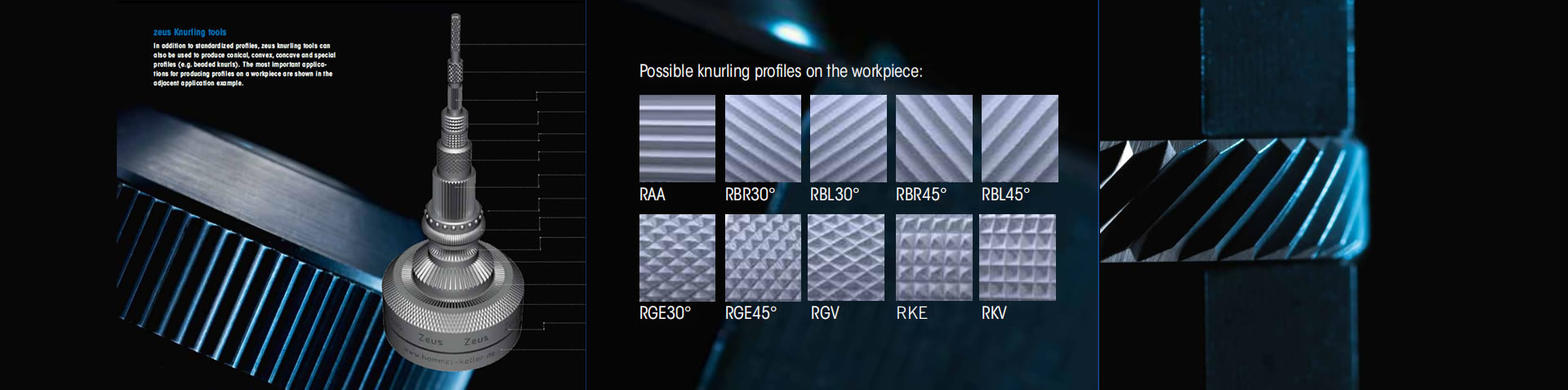

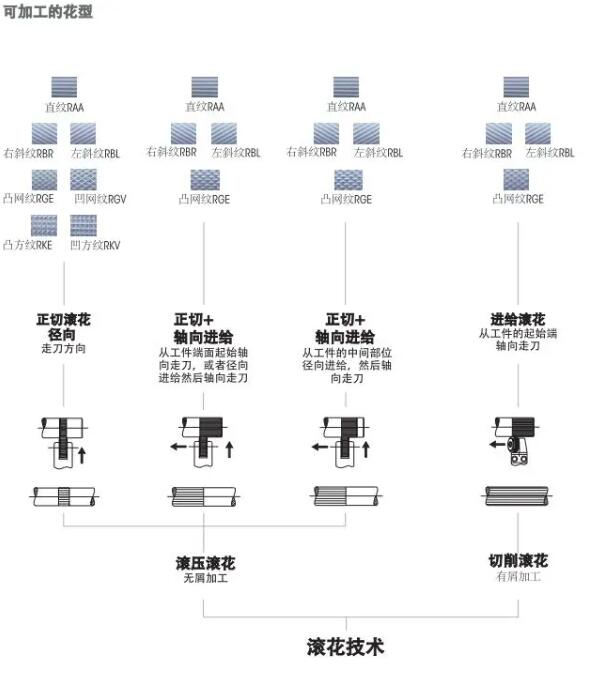
滾花刀具在車削加工中能滾壓出什么樣的花紋?聽西安力正機械給大伙上一課,西安力正機械是德國HOMMEL-KELLER滾花刀具公司中國區總代理,在十多年的銷售市場中與各方企業在滾花工藝中有著深刻的認知,根據滾壓滾花刀具、切削滾花刀具和標記滾花刀具的屬性應用,滾花花紋大致為直紋、斜紋、網紋三種。
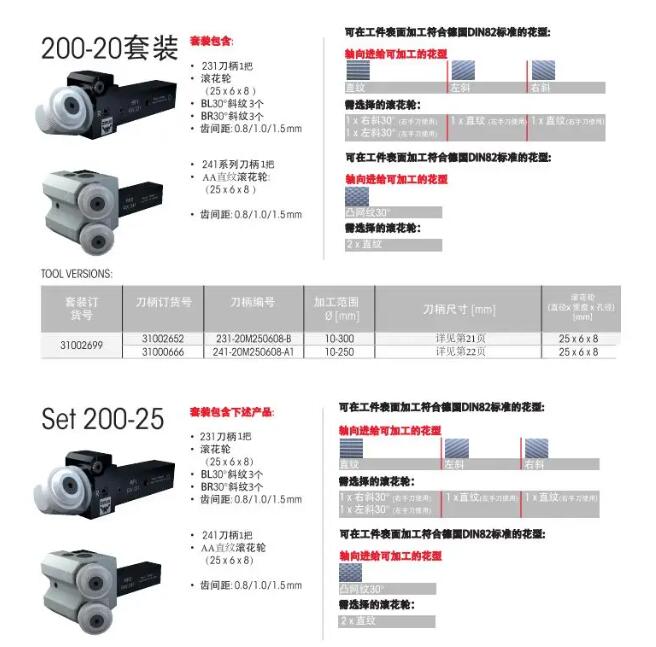
滾壓滾花刀具分為單輪滾壓滾花,雙輪滾壓滾花、三輪滾壓滾花三種刀柄形式,單輪滾花刀適用于直紋滾花,雙輪滾花刀則專為網紋滾花設計,而六輪滾花刀則能根據需求滾出三種不同模數的網紋。
單輪滾壓滾花刀柄
用于成型滾花應用的zeus 單輪系列是生產各種滾花花型經濟而簡單的解決方案。也可用于自動標記工件,滾花可以在工件的任意位置開始 - 不需要開槽。

應用優勢
◤操作簡單,使用方便,前期無需大量準備工作
◤集成定位螺釘,可輕松調節刀柄的夾持間隙角
◤專用合金固定銷,可以更快且簡易的更換滾花輪
◤刀柄表面經過特殊硬化處理,壽命更長
◤適用于各種類型的車床加工,可以加工所有類型的花紋
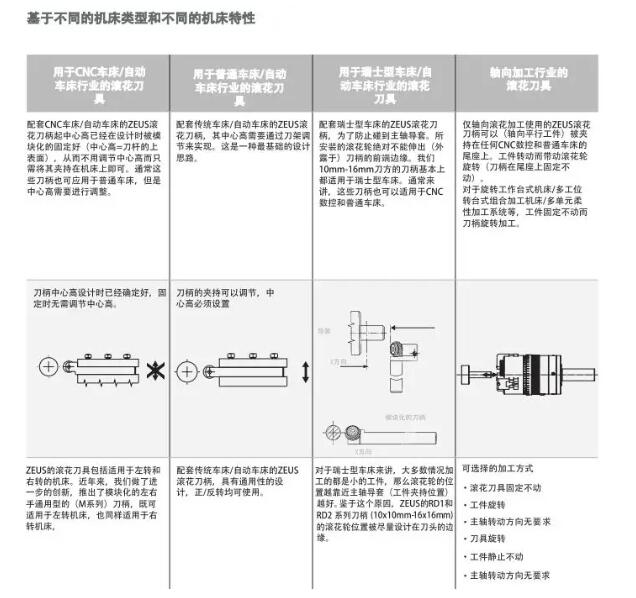
雙輪滾壓滾花刀柄
應用優勢
◤雙輪刀柄是您加工RGE(凸網紋)花型的良好選擇
◤軸向走刀功能使得滾花長度不受約束
◤模塊化的刀柄設計,可輕松實現左右手互換功能
◤161與162系列刀柄可調節加工直徑,使得工件徑向不受力,特別適合于緊密加工空間與小直徑工件的滾花加工。

*三輪滾壓滾花刀柄
用于軸向加工工件的三輪系列已經完全重新設計,新設計滿足了對加工小工件直徑的剛性和精度的更高期望,該工具特別適用于光學或鐘表工業,醫療行業或電子工業的高精度車削零件,該產品系列適用于直型和RGE滾花型材。

切削滾花刀具也分單輪切削刀柄,雙輪切削刀柄和三輪切削刀柄三種形式,其中單輪切削刀柄在工藝穩定性,效率和生產成本方面,單輪切削RF1系列完全能滿足瑞士型自動車床的高要求。模塊化工具設計,用于沿軸向生產直紋和左右斜紋。RF1切削滾花刀具特別適用于難加工材料,在高精度,表面質量和生產靈活性方面表現突出。

雙輪切削刀柄更好的剛性,工藝穩定性和簡化的操作:這些是新一代雙輪切削刀柄的優勢。該工具系列主要適用于生產RGE花紋。刀柄和刀頭之間的獨特設計提供了額外的剛性且提高了滾花輪壽命。垂直高度調節可靈活變換刀柄尺寸,具有特殊的優勢。獨特的刻度設計,使工具設置變得簡單,并為加工過程提供工藝穩定性。

三輪切削刀柄zeus RF3系列設計用于在軸向上加工非常小和薄壁的工件。該產品系列適用于生產對表面質量和尺寸精度要求很高的直紋和RGE花紋,由于采用三個滾花輪操作的特殊設計,徑向力明顯下降。特別適合小型軸類,管件或高精度襯套等類型工件的加工。



*標記滾花刀具
Zeus標記滾花刀具打標技術,可以快速,經濟,靈活地標記所有類型的工件和車削部件。標記過程直接集成在加工過程中,無需更換為單獨的機器,特別適用于大型和中型系列以及重復組件。標記滾輪是定制的,并且適合于每個單獨工件的直徑。操作員可以快速,輕松地更換滾輪,使工具可用于各種不同的工件標記。

滾花刀具的選擇直接影響加工效果,常見的有直紋滾花刀和網紋滾花刀兩大類。直紋滾花刀加工出的花紋呈平行直線排列,網紋滾花刀則能形成交叉菱形圖案。刀具齒距通常有0.5、0.6、0.8、1.0、1.2mm等多種規格,需根據工件直徑和用途合理選擇。

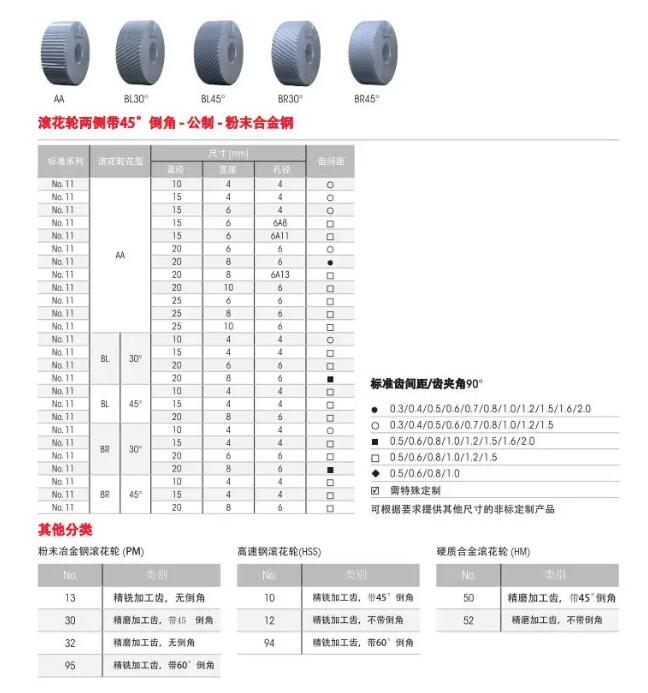
綜合來言,要想在車削加工中能滾壓出所需要的花紋,并且要配套相對應的滾花刀具,都要在上百種不同型號中挑選出適合自己工藝的滾花刀,常規應用中有Φ10、Φ15、Φ20、Φ25等規格,部分進口型號直徑可達Φ30。按照國家標準,規格有0.3,0.4,0.5,0.6,0.8,1.0,1.2,1.5,1.6,1.8,2.0,外徑:8.9/10/15 /20 厚度:2.5/4/6 內孔:4/6 齒距:0.3-2.0(間隔0.1)太多的滾花刀具型號先用請直接與銷售總監張偉聯系,微信:zw1051286110

微信客服
銷售總機:
029-87896410 87811091
總部地址:
西安市碑林區友誼東路334號測繪科技大廈B座404號
郵箱:
xalzm808@163.com
ICP備案:陜ICP備2021002497號 主辦:西安力正機械設備有限公司 Copyright2025 All Rights Reserved 傳真:029-87807599
技術支持:豐巢科技



